
Режимы использования Фрез на практике
Режимы использования Фрез на практике, исходя из опыта специалистов ФГМ "Papirus Print".
Эта статья содержит информацию параметров и режимов фрезерной резки, взятые из практики работы на ФГМ (Фрезерно Гравировальная Машина). В этом материале собраны рекомендации по обработке материалов со схожими свойствами на фрезерном станке с ЧПУ а не перечень беспрекословных правил для гравировки.
Необходимо понимать, что для выбора режимов работы ФГМ, при обработке одного и того же материала одним и тем же инструментом, влияет множество факторов, основными из которых являются: жесткость системы Станок-Приспособление-Инструмент-Деталь (СПИД), охлаждение инструмента, стратегия обработки, высота слоя снимаемого за проход и размер обрабатываемых элементов.
Общие рекомендации:
- Фрезерной обработке лучше всего подвергать пластики полученные литьем, т.к. у них более высокая темпера плавления.
- При резке акрила и алюминия желательно для охлаждения инструмента использовать смазывающую и охлаждающую жидкость (СОЖ), в качестве СОЖ может выступать обыкновенная вода или универсальная смазка WD-40 (в баллончике).
- При резке акрила, когда подсаживается (притупляется) фреза, необходимо понизить обороты до момента пока не пойдет колкая стружка (осторожнее с подачей при низких оборотах шпинделя - вырастает нагрузка на инструмент и соответственно вероятность его сломать).
- Для фрезеровки пластиков и мягких металлов, наиболее подходящими являются однозаходные (однозубые) фрезы (желательно с полированной канавкой для отвода стружки). При использовании однозаходных фрез создаются оптимальные условия для отвода стружки и соответственно отвода тепла из зоны реза.
- При фрезеровке рекомендуется применять такую стратегию обработки, при которой идет беспрерывный съем материала со стабильной нагрузкой на инструмент.
- При фрезеровке пластиков, для улучшения качества реза, рекомендуется использовать встречное фрезерование.
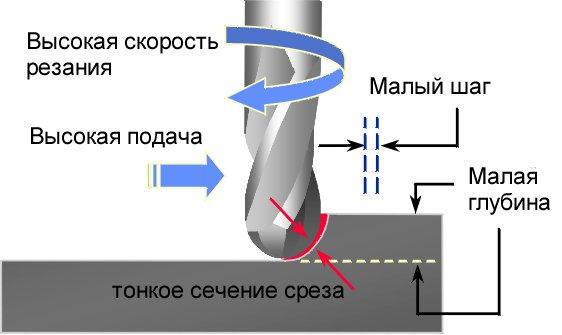
- Для получения приемлемой шероховатости обрабатываемой поверхности, шаг между проходами фрезы/гравера необходимо делать равным или меньше рабочего диаметра фрезы(d)/пятна контакта гравера(T).
- Для улучшения качества обрабатываемой поверхности желательно не обрабатывать заготовку на всю глубину сразу, а оставить небольшой припуск на чистовую обработку.
- При резке мелких элементов необходимо снизить скорость резания, чтобы вырезанные элементы не откалывались в процессе обработки и не повреждались.
| Обрабатываемый материал |
Тип работы |
Тип фрезы |
Частота, об/мин |
Подача (XY), мм/сек |
Подача (Z), мм/сек |
Примечание |
| Акрил | V-гравировка | V образный гравер d=32мм., A=90, 60град., T=0.2мм | До 18000 | 5 | 1-2 | По 5мм за проход |
| Раскрой Выборка |
Фреза спиральная 1-заходная d=3.175мм или 6мм | До 18000 | 15 | 5-6 | Встречное фрезерование Не более 3мм за проход Желательно использовать СОЖ |
|
| ПВХ до 10мм | Раскрой Выборка |
Фреза спиральная 1-заходная d=3.175мм или 6мм | 18000-24000 | 10-20 | 5-6 | Встречное фрезерование |
| Двуслойный пластик | Гравировка | Конический гравер, плоский гравер | 18000-24000 | 15-20 | 5-6 | По 0.3-0,5мм за проход Шаг не более 50% от пятна контакта (T) |
| Композит | Раскрой | Фреза спиральная 1-заходная d=3.175мм или 6мм | 15000-18000 | 10-12 | 1-2 | Встречное фрезерование |
| Дерево ДСП |
Раскрой Выборка |
Фреза спиральная 1-заходная d=3.175мм или 6мм | 18000-22000 | 10-15 | 2-3 | Встречное фрезерование По 5мм за проход (подбирать, чтобы не обугливалось при резке поперек слоев) |
| Фреза спиральная 2-заходная компрессионная d=6мм | 20000-21000 | 15-17 | 3-4 | Не более 10 мм за проход | ||
| Гравировка | Фреза спиральная 2-заходная круглая d=3.175мм | До 15000 | 10 | 2-3 | Не более 5мм за проход | |
| Конический гравер d=3.175мм или 6мм | 18000-24000 | 15-20 | 5-6 | Не более 5мм за проход (в зависимости от угла заточки и пятна контакта) Шаг не более 50% от пятна контакта (T) |
||
| V-гравировка | V образный гравер d=32мм., A=90, 60град., T=0.2мм | До 15000 | 10-12 | 2-3 | Не более 3мм за проход | |
| МДФ | Раскрой Выборка |
Фреза спиральная 1-заходная с удалением стружки вниз d=6мм | 20000-21000 | 15-17 | 3-4 | Не более 10 мм за проход При выборке шаг не более 45% от d |
| Фреза спиральная 2-заходная компрессионная d=6мм | 20000-21000 | 18-20 | 4-5 | Не более 10 мм за проход | ||
| Латунь ЛС 59 Л-63 бронза БрАЖ |
Раскрой, фрезеровка | Фреза спиральная 2-заходная d=2мм | 15000 | 12 | 1-2 | По 0,5мм за проход Желательно использовать СОЖ |
| Гравировка | Конический гравер A=90, 60, 45, 30 град. | До 24000 | 4 | 1-2 | По 0.3мм за проход Шаг не более 50% от пятна контакта (T) Желательно использовать СОЖ |
|
| Дюралюминий, Д16, АД31 | Раскрой, фрезеровка | Фреза спиральная 1-заходная d=3.175мм или 6мм | 15000-18000 | 12-20 | 1-2 | По 0,2-0,5мм за проход Желательно использовать СОЖ |
| Магний | Гравировка | Конический гравер A=90, 60, 45, 30 град. | 12000-15000 | 12 | 2-3 | По 0,5мм за проход Шаг не более 50% от пятна контакта (T) |

 Брендирование транспортаРеклама на транспорте Реклама на авто – это очень действенный способ продвижения всевозможных товаров и услуг.Брендирование транспорта
Брендирование транспортаРеклама на транспорте Реклама на авто – это очень действенный способ продвижения всевозможных товаров и услуг.Брендирование транспорта Что такое UV DTF?UV DTF — это современная технология печати, позволяющая переносить изображения с трансферной пленки на различные твёрдые поверхности.Что такое UV DTF?
Что такое UV DTF?UV DTF — это современная технология печати, позволяющая переносить изображения с трансферной пленки на различные твёрдые поверхности.Что такое UV DTF?